Centra serwisowe taśm – technologia na najwyższym poziomie

Wykładniczy wzrost
Sektor przetwarzania kręgów rośnie wykładniczo co roku: w wyniku coraz bardziej wymagających potrzeb centrów serwisowych dostępne systemy są bardziej produktywne, wydajne, zautomatyzowane i albo dostosowane do specyficznych zastosowań, albo ekstremalnie elastyczne i wszechstronne w celu umożliwienia zróżnicowanego wykorzystania. W obu przypadkach firma Camu, zlokalizowana w Bressanvido, jest globalnie uznana jako partner pierwszego wyboru w tej dziedzinie dzięki solidnemu pragmatyzmowi w realizowaniu swoich celów dotyczących: potrzeb klienta, poziomu wydajności, charakterystyki układów i maszyn oraz kosztów. Znane włoskie centrum serwisowe produkujące kręgi taśmy na kraty potrzebowało agregatu cięcia wzdłużnego zdolnego do zapewnienia wykonywania kręgów zawsze o dokładnie takiej samej długości taśmy. Camu w pełni spełniło te wymagania oraz dalsze jednoznaczne i domyślne żądania. Ten system jest na pewno punktem odniesienia dla sektora w zakresie rozwiązań technicznych, wydajności, niezawodności i wysokiego poziomu automatyzacji.
Opis linii cięcia wzdłużnego
System cięcia wzdłużnego został tak zoptymalizowany, aby spełnić ogólne i szczegółowe wymagania zarówno klienta, jak i materiałów przewidzianych do stosowania. Linia kompaktowa składa się: z rampy magazynowej, rozwijaka, wózka załadowczego, urządzenia centrującego kręgi na rozwijaku, ze stołu teleskopowego, z przecinarki bednarki, rolek ciągnących wprowadzających, wałków wstępnie prostujących, gilotyny, automatycznego systemu łączenia końców taśmy, prowadnicy taśmy, prowadnicy bocznej, zespołu nożycy krążkowej, systemu hydraulicznego blokowania noży, motoreduktora rozdzielającego, zespołu wymiany osprzętu tnącego, karuzeli czteroramiennej do wymiany osprzętu tnącego, rolek zgniatających grat, przenośnika odpadów oraz ze stołu, z gniazda rolek gumowych, ze stołu i z dołu magazynującego, z wózka przejezdnego z układem hamowania taśmy, nawijaka z przednim wspornikiem, wózka rozładowczego w kształcie litery „L” z wielopunktowym ramieniem dociskowym, czteroramiennej karuzeli rozładunkowej, żurawia do wałów nośnych separatorów, ze stołu roboczego do szybkiej wymiany tarczy i dystansów.

Automatyczne urządzenie łączące końce taśmy
Opracowany przez Camu automatyczny system łączenia końców taśmy jest kluczowym elementem do osiągnięcia celu „produkcja kręgów o tej samej długości taśmy” i dlatego też do uzyskania maksymalnej wydajności produkcyjnej i elastyczności, od kręgu wyjściowego do końcowego produktu. Rozwiązanie zostało opracowane do pracy zarówno automatycznej, dla operacji wykonywanych w programowalnych sekwencjach, jak i dla funkcji ręcznego uruchamiania i późniejszej korekcji przez operatora, dla regulacji bocznej krawędzi końców taśm, gdy konieczna jest wizualna inspekcja. System składa się z: podstawy do wprowadzania taśmy, z parą rolek centrujących, zacisku ciągnącego i dwóch kolejnych rolek centrujących, zespołu gilotyny, zespołu spawającego, zacisku blokującego blachę wychodzącą. Konstrukcja jest ekstremalnie szczegółowa: 2 pary rolek centrujących dla blachy wchodzącej (każda 2 x 2 rolki), umieszczone przed i za zaciskiem ciągnącym do blach, przymocowane do 1 + 1 sań połączonych ze sobą śrubą TPN prawo-lewostronną. Zespół przycinający jest umieszczony za drugą parą rolek wprowadzających taśmę: długość cięcia – 1600 mm, taśmy stalowe gorąco- lub zimnowalcowane o grubości pomiędzy 1,5 a 5,0 mm. Po przycięciu blachy wychodzącej zespół przycinający przesuwa się, zwalniając miejsce dla zespołu spawania: 2+2 przeciwstawne miedziane płyty, które za pomocą siłowników hydraulicznych blokują oba końce taśm.
Ruchy palnika spawającego do przodu i do tyłu, przed spawaniem i po spawaniu (szerokość taśmy musi być ustawiona na PLC) są wykonywane bardzo szybko (nie wolniej niż 20 m/min). Regulacja natężenia prądu przy zmianie grubości blachy odbywa się za pomocą sterownika PLC. Cały system (mechaniczny, hydrauliczny i elektryczny) został zintegrowany z linią cięcia.
Przeczytaj artykuł: Obróbka skrawaniem w produkcji masowej – pożądane cechy obrabiarek i sterowań
Automatyka – kluczowy czynnik konkurencyjności centrów serwisowych
Coraz bardziej rozpowszechniona automatyzacja systemów wyznaczyła kolejny punkt przełomowy i konsekwentną dalszą aprecjację w wieloletniej tradycji produkcyjnej Camu. Dodatkowo do automatycznego łączenia końców taśmy system automatycznej wymiany noży jest kolejnym znanym silnym punktem systemów Camu. Szybkość i prostota tej operacji zapewniają wydajność i komfort pracy operatora. Ruchoma podpora zespołu nożycy krążkowej może być otwarta pod kątem do 90°; hydrauliczne ramię przenoszące umożliwia operatorowi szybkie wypchnięcie/wprowadzenia zestawu noży/dystansów z zespołu nożycy do 4 ramion „karuzeli”, rozmieszczonych co 90° na obrotowej wieżyczce, każde obejmuje 2 wały, które zapewniają perfekcyjne wprowadzanie na trzpienie nożycy i wolne ramiona, umożliwiając ustawienie operacji cięcia. Ruchomy wózek z zespołem hamowania taśmy, który może być ustawiony w tryb pracy automatycznej lub półautomatycznej, pozwala na osiągnięcie wysokiej sprawności, wydajności produkcyjnej i elastyczności.
Charakterystyki techniczne
Materiał do obróbki: typ a – blacha zimno- lub gorącowalcowana zgodnie z normatywnymi wymaganiami DIN, tabela DIN, wytrzymałość
Rm = 450 N/mm2 oraz granica plastyczności Re = 360 N/mm2; typ b – blacha S235 – S275 – S355, stal nierdzewna AISI 304, 316, 304L oraz 316L. Min./maks. grubość blachy: 0,5 mm/6 mm; min./maks. szerokość kręgów wsadowych: 100 mm/1600 mm; maks. ciężar wsadu przy maks. szerokości: 30 000 kg; maks. ciężar produktu przy maks. szerokości: 30 000 kg; prędkość wprowadzania 10 m/min; prędkość robocza: do maks. 120 m/min (dla grubości 6 mm); prędkość robocza do maks. 150 m/min (dla grubości 3,5 mm).

Dołącz do newslettera!
Co tydzień otrzymasz od nas porządną dawkę wiedzy!
- Nie ominą Cię najciekawsze newsy z branży przemysłowej
- Przeczytasz bezpłatnie artykuły z czasopism: „STAL. Metale & Nowe Technologie”, „Utrzymanie Ruchu”, „Nowoczesne Hale”, „Fastener”
- Będziesz wiedział, na jakich wydarzeniach spotka się nasza branża
- Dowiesz się wcześniej o premierach wydawniczych i najlepszych promocjach
- Wyślemy Ci kody, dzięki którym nasze czasopisma i książki kupisz taniej
Mogą zainteresować Cię również






Przemysł maszynowy może zwiększyć produktywność nawet o połowę dzięki innowacjom i sztucznej inteligencji
Producenci maszyn i urządzeń mogą zwiększyć produktywność o 30-50 proc. Ułatwia to sztuczna inteligencja, narzędzia cyfrowe i wdrażanie rozwiązań wspierających gospodarkę obiegu zamkniętego i redukcję odpadów. Tak wynika wynika z najnowszego raportu firmy doradczej Bain &...

Automatyka zabezpieczająca w instalacjach energetycznych
Z artykułu dowiesz się: jak prawo charakteryzuje konieczne elementy bezpieczeństwa instalacji energetycznej,kto ponosi odpowiedzialność za bezpieczeństwo takiej instalacji,z czym wiąże się scalenie urządzeń ciśnieniowych na ...

Nity plastikowe i nity metalowe – które wybrać i dlaczego?
Proces nitowania pozwala na stałe łączenie poszczególnych elementów konstrukcyjnych. Same nity są spoiwem o doskonałym zacisku. Poznaj właściwości nitów plastikowych oraz metalowych, aby wybrać odpowiednie do konkretnego łączenia. D...
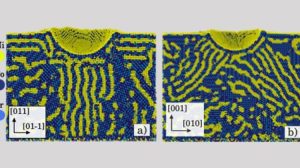

Zaskakujący porządek uciskanych stopów
W stopach niklowo-kobaltowo-chromowych atomy niklu układać się mogą pod wpływem nacisku w regularne wzory - pokazały symulacje międzynarodowego zespołu. Do tej pory sądzono, że takie uporządkowania mogą tworzyć się jedynie pod wpływem obróbki termicznej.

Czy cudzoziemcy zapełnią wakaty w branży transportowej?
W obliczu rosnącego niedoboru kierowców, polska branża TSL szuka skutecznych sposobów na przyciągnięcie pracowników. Wyzwaniem staje się znalezienie metod atrakcyjniejszych niż podwyżki płac. Napływ cudzoziemców z Ukrainy i Białorusi nie gwarantuje już wypełnienia luk kadrowyc...

Co trzeci przetwórca tworzyw sztucznych inwestuje w park maszyn i urządzeń
Polskie przedsiębiorstwa przetwarzające tworzywa sztuczne zwiększyły swoją zdolność do konkurowania. Świadczy o tym wzrost sub-indeksu MiU dla tej branży o 6,15 pkt. Jest to efekt m.in. zwiększenia nakładów na modernizację parku maszyn i urządzeń (MiU) oraz automatyzację pro...

Wybrane maszyny i urządzenia stosowane w procesach gięcia
W niniejszym artykule dokonano przeglądu maszyn i urządzeń wykorzystywanych w procesach gięcia rur, profili, drutu oraz sprężyn. Przedstawiono charakterystykę giętarek wybranych producentów dostępnych na rynku polskim. Urządzenia podzielono na: giętarki trzpieniowe, giętarki b...

Metody łamania wiórów w obróbce skrawaniem – cz. II
Z artykułu dowiesz się: jakie są sposoby łamania wiórów;od czego zależy wybór metody łamania;jakie są wady i zalety poszczególnych metod. Dobór odpowiedniej metody łamania...

Hakerzy z kolejnymi sposobami na atakowanie
Atakujący próbują wykraść cenne dane, takie jak szczegóły płatności od organizacji i klientów, ale także dane wizualne uzyskane na przykład z kamer. W tym sektorze odnotowuje się dwa razy więcej pobrań złośliwego oprogramowania z...

Elementy hali stalowej – charakterystyka
Hale stalowe są jednymi z najbardziej popularnych obiektów budownictwa przemysłowego. Z tego też powodu elementy konstrukcyjne hali stalowej są bardzo dobrze poznane i opisane w wielu źródłach literaturowych, co pozwala na optymalne wykorzystanie ich nośności.

Właściwości warstwy wierzchniej wybranych stopów metali po cięciu laserem
Z artykułu dowiesz się: jakie są wady i zalety technologii cięcia laserowego;od czego zależą właściwości materiału po cięciu;jakie badania przeprowadzono. Proces wytwarzan...

Analiza procesu spawania plazmowego – cz. I
Z artykułu dowiesz się: jaki jest wpływ parametrów spawania na jakość złączy;gdzie stosuje się technologię spawania plazmowego PTA;jak zachodzące w łuku plazmowym zjawiska wpływają na proces cięcia.

Szybko rośnie udział odnawialnych źródeł w krajowym miksie energetycznym. Potrzebne przyspieszenie w inwestycjach w sieci przesyłowe
W ubiegłym roku odnawialne źródła energii stanowiły już ponad 40 proc. mocy zainstalowanej w krajowym miksie energetycznym. Odpowiadały za 27 proc. całkowitej produkcji energii. Tym samym Polska pobiła kolejne rekordy, ale w kontekście rozwoju OZE na rodzimym rynku wciąż poz...
Logo na elewacji – zmora Kierownika Budowy i GW
W branży budowlanej, zwłaszcza w przypadku budynków przemysłowych, takich jak hale i obiekty wielkopowierzchniowe oznakowania są tak samo istotne jak pozostałe elementy wyposażenia. Jednak, gdy nadchodzi moment umieszczenia logo na ...


Bezpieczeństwo pracy z laserami czyszczącymi
Na czym polega technologia czyszczenia laserowego i jakie są jej zalety? Co wyróżnia lasery czyszczące spośród innych technologii? Uniwersalność procesu czyszczenia laserowego sprawia, że może być z powodzeniem stosowan...

Spadły ceny produkcji sprzedanej przemysłu. Co z branżą obróbki metali?
Według wstępnych danych w marcu 2024 r. ceny produkcji sprzedanej przemysłu spadły zarówno w stosunku do lutego 2024 r. – o 0,1%, jak i w porównaniu z analogicznym miesiącem poprzedniego roku – o 9,6%.




Kalendarium wydarzeń
Relacje

Seminarium Obróbki Laserowej 22 marca 2024
22 marca 2024, podczas targów STOM, odbyło się Seminarium Obróbki Laserowej, organizowane przez Politechnikę Świętokrzyską. Zapraszamy do zapoznania się z fo...
Sprawdź więcej
Konferencja „Stal, Metale, Nowe Technologie”
20 marca, drugiego dnia targów STOM, odbyła się konferencja „Stal, Metale, Nowe Technologie”, której organizatorem była redakcja portalu dlaprodukcji.pl i dw...
Sprawdź więcej
„Hutnictwo żelaza i stali w Polsce. Wyzwania i szanse dla szarej i zielonej stali”
23 listopada w Centrum Informacji Naukowej i Bibliotece Akademickiej w Katowicach odbyła się konferencja „Hutnictwo żelaza i stali w Polsce. Wyzwania i szans...
Sprawdź więcej
EMO 2023 – Mazak Go Green
Podczas targów EMO 2023, które odbyły się 18-23 września br. w Hanowerze, firma Yamazaki Mazak zaprezentowała swoją wizję zaawansowanych rozwiązań technologi...
Sprawdź więcejKatalog produktów

Dołącz do newslettera!
Co tydzień otrzymasz od nas porządną dawkę wiedzy o branży przemysłowej!





















