
Analiza systemów monitorowania w czasie rzeczywistym jakości procesów spawania laserowego – cz. I
Możliwe wady złączy spawanych
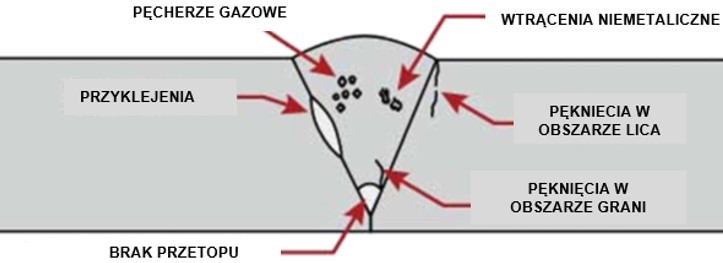
Nawet niewielkie zmiany któregokolwiek z tych czynników sprawią, że w złączu spawanym tworzą się zwykle niedopuszczalne wady zewnętrzne:
- nierówności a także głębokie wklęśnięcia lica,
- podtopienia,
- przepalenia braki przetopu,
- rozprysk metalu
jak również wady wewnętrzne: bardzo groźne i trudne do wykrycia przyklejenia wewnętrzne, szczególnie gdy spawanie prowadzone jest techniką z oczkiem spoiny, pęknięcia zimne i pęknięcia gorące oraz porowatość (rys. 6 i 7) [1-18].

Ten materiał dostępny jest dla zalogowanych użytkowników.
Załóż konto i dołącz do grona użytkowników naszego portalu!


Co tydzień otrzymaj od nas porządną dawkę wiedzy o branży przemysłowej!


































