
Analiza systemów monitorowania w czasie rzeczywistym jakości procesów spawania laserowego – cz. I
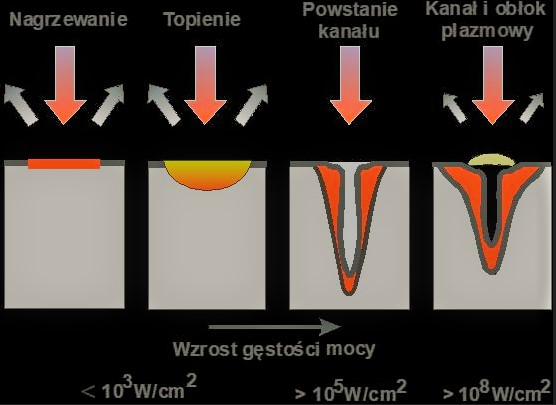
Spawanie laserowe polega na stapianiu lub też pełnym przetopieniu obszaru złącza konstrukcji w osłonie gazu ochronnego ciepłem wytworzonym w wyniku doprowadzenia do tego obszaru skoncentrowanej wiązki promieniowania laserowego, o bardzo dużej gęstości mocy, rzędu 102-1011 W/mm2 (rys. 1 i 2) [1-5].
Spawanie laserowe - charakterystyka
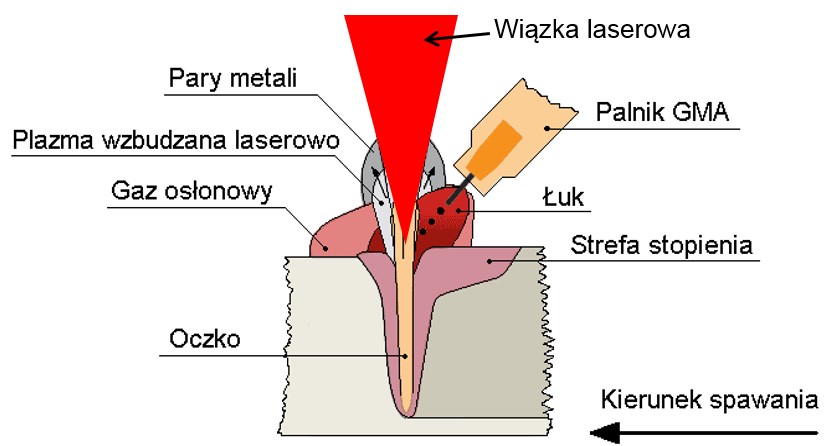
W odróżnieniu od technologii spawania łukowego: MMA, GTA, GMA, SSA, SA czy PTA, w technologii spawania laserowego energia wiązki laserowej doprowadzona jest z generatora wiązki promieniowania laserowego poprzez układ zwierciadeł lub też światłowód oraz soczewkę ogniskującą. Jest ogniskowana w obszarze spawania nad powierzchnią, na powierzchni lub też pod powierzchnią złącza (rys. 3) [1-8]. Z punktu widzenia spawalności metalurgicznej, technologicznej [...]



Co tydzień otrzymaj od nas porządną dawkę wiedzy o branży przemysłowej!


































