Obniżenie kosztu jednostkowego wytworzenia wyrobu
Skrócenie czasu nieprzeznaczonego na skrawanie
Według obliczeń Sandvik Coromant koszt narzędzi może stanowić od 3 do 5% ogólnego kosztu produkcji. Wydaje się rzeczą naturalną, by przy zakupie narzędzia, zużywającego się z czasem, np. płytki skrawającej do toczenia stali, brać pod uwagę wyłącznie początkowy koszt jednostkowy. Jednak firma Sandvik Coromant zaleca swoim klientom zmianę spojrzenia w taki sposób, aby koszt narzędzi był uwzględniany jako czynnik w całym procesie kosztorysowania produkcji, który obejmuje także koszty ogólne, takie jak spadek wartości parku maszynowego.
Jeśli przeanalizujemy typowy dzień pracy w zakładzie obróbki skrawaniem, okaże się, że podczas dwóch zmian trwających łącznie 14,4 godziny, 60% czasu to czas poświęcany na produkcję, czyli czas wykonania. Natomiast pozostałe 40% jest przeznaczanych na inne czynności i stanowi czas uzupełniający. Oczywistym celem powinno być skrócenie czasu nieprzeznaczonego na skrawanie i maksymalne wydłużenie czasu głównego, tj. przeznaczonego na zmianę właściwości przedmiotu.
Najlepszy sposobem na jego osiągnięcie jest maksymalizacja objętościowej wydajności skrawania przy jednoczesnym zwiększeniu stopnia wykorzystania obrabiarki. Według firmy Sandvik Coromant poprawa wykorzystania obrabiarki o 20% może zwiększyć zysk brutto nawet o 10%.
Większa trwałość narzędzia
Producenci mierzą wydajność produkcji na różne sposoby, a jednym ze wskaźników jest liczba przedmiotów obrabianych (sztuk) wyprodukowanych w określonym czasie. Istnieje jednak kilka czynników, które mogą uniemożliwić osiągnięcie żądanej liczby przedmiotów wytworzonych w ciągu jednej zmiany. Konieczność częstej wymiany płytek, przerwy w produkcji i niewłaściwy dobór płytek do zastosowania lub materiału są uważane za najbardziej czasochłonne czynniki we współczesnej produkcji.
W jaki sposób producenci mogą przezwyciężyć te trudności, które towarzyszą obróbce trudno skrawalnych przedmiotów z aluminium, stali niestopowych i innych materiałów obrabianych? W takich przypadkach głównym kryterium doboru płytki powinna być jej przydatność do obróbki danego przedmiotu. Jest to spore wyzwanie, ponieważ o wydajności płytki skrawającej decyduje wiele zmiennych. Stworzenie jednego gatunku spełniającego szerokie spektrum wymagań związanych z obróbką stali P15–P25 stanowi niewdzięczne zadanie. Określenia P15–P25 odnoszą się do wymogów względem parametrów obróbki, jakie wynikają ze zróżnicowanych warunków obróbki. Dotyczy to parametrów skrawania, chropowatości powierzchni, głębokości skrawania, precyzyjnego lub zgrubnego wykończenia powierzchni oraz skrawania ciągłego lub przerywanego.
Gatunek wykorzystywany do tego zastosowania musi spełniać liczne wymagania. Ogromne znaczenie ma na przykład odporność na wykruszenia. Twardość ostrza musi być wystarczająca, by uniknąć deformacji plastycznej na skutek bardzo wysokich temperatur powstających w strefie skrawania. Ponadto pokrycie płytki powinno być odporne na starcie powierzchni przyłożenia, powstawanie zużycia kraterowego (żłobka na powierzchni natarcia) i narostu. Kluczowe znaczenie ma też ścisłe przyleganie pokrycia do podłoża. Słabo przylegające pokrycie odsłania podłoże, co może prowadzić do szybkiego stępienia katastroficznego ostrza.
Jak uniknąć skutków zużycia
Można powiedzieć, że kluczem do uniknięcia tego rodzaju skutków jest ograniczenie występowania zużycia, którego rozwój następuje w sposób miarowy i przewidywalny oraz eliminacja form zużycia o charakterze nieciągłym i niedających się kontrolować. Innymi słowy, celem jest osiągnięcie przewidywalności zużywania się narzędzi. Oczywiście ciężko jest osiągnąć całkowitą przewidywalność, zwłaszcza jeśli uwzględnimy obecną tendencję rynkową do obróbki z ograniczonym nadzorem lub bezzałogowej.
We wszystkich sytuacjach obróbkowych optymalnym rodzajem zużycia płytki jest kontrolowane starcie powierzchni przyłożenia zapewniające przewidywalną trwałość ostrza. Gatunek doskonały to taki, który w niewielkim stopniu ulega niepożądanym rodzajom zużycia, a w niektórych rodzajach obróbki jest na nie całkowicie odporny.

Dołącz do newslettera!
Co tydzień otrzymasz od nas porządną dawkę wiedzy!
- Nie ominą Cię najciekawsze newsy z branży przemysłowej
- Przeczytasz bezpłatnie artykuły z czasopism: „STAL. Metale & Nowe Technologie”, „Utrzymanie Ruchu”, „Nowoczesne Hale”, „Fastener”
- Będziesz wiedział, na jakich wydarzeniach spotka się nasza branża
- Dowiesz się wcześniej o premierach wydawniczych i najlepszych promocjach
- Wyślemy Ci kody, dzięki którym nasze czasopisma i książki kupisz taniej
Mogą zainteresować Cię również






Przemysł maszynowy może zwiększyć produktywność nawet o połowę dzięki innowacjom i sztucznej inteligencji
Producenci maszyn i urządzeń mogą zwiększyć produktywność o 30-50 proc. Ułatwia to sztuczna inteligencja, narzędzia cyfrowe i wdrażanie rozwiązań wspierających gospodarkę obiegu zamkniętego i redukcję odpadów. Tak wynika wynika z najnowszego raportu firmy doradczej Bain &...

Automatyka zabezpieczająca w instalacjach energetycznych
Z artykułu dowiesz się: jak prawo charakteryzuje konieczne elementy bezpieczeństwa instalacji energetycznej,kto ponosi odpowiedzialność za bezpieczeństwo takiej instalacji,z czym wiąże się scalenie urządzeń ciśnieniowych na ...

Nity plastikowe i nity metalowe – które wybrać i dlaczego?
Proces nitowania pozwala na stałe łączenie poszczególnych elementów konstrukcyjnych. Same nity są spoiwem o doskonałym zacisku. Poznaj właściwości nitów plastikowych oraz metalowych, aby wybrać odpowiednie do konkretnego łączenia. D...
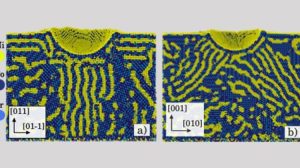

Zaskakujący porządek uciskanych stopów
W stopach niklowo-kobaltowo-chromowych atomy niklu układać się mogą pod wpływem nacisku w regularne wzory - pokazały symulacje międzynarodowego zespołu. Do tej pory sądzono, że takie uporządkowania mogą tworzyć się jedynie pod wpływem obróbki termicznej.
Jak skutecznie weryfikować kontrahentów z branży TSL?
W branży TSL współpraca z nowymi kontrahentami to codzienność. Przewoźnicy nieustannie poszukują nowych zleceń, a spedycje – podwykonawców gotowych je realizować. Kluczem do współpracy jest zaufanie, a jego warunkiem weryfikacja kontrahenta. Skutecznemu sprawdzaniu partnerów...

Co trzeci przetwórca tworzyw sztucznych inwestuje w park maszyn i urządzeń
Polskie przedsiębiorstwa przetwarzające tworzywa sztuczne zwiększyły swoją zdolność do konkurowania. Świadczy o tym wzrost sub-indeksu MiU dla tej branży o 6,15 pkt. Jest to efekt m.in. zwiększenia nakładów na modernizację parku maszyn i urządzeń (MiU) oraz automatyzację pro...

Wybrane maszyny i urządzenia stosowane w procesach gięcia
W niniejszym artykule dokonano przeglądu maszyn i urządzeń wykorzystywanych w procesach gięcia rur, profili, drutu oraz sprężyn. Przedstawiono charakterystykę giętarek wybranych producentów dostępnych na rynku polskim. Urządzenia podzielono na: giętarki trzpieniowe, giętarki b...

Metody łamania wiórów w obróbce skrawaniem – cz. II
Z artykułu dowiesz się: jakie są sposoby łamania wiórów;od czego zależy wybór metody łamania;jakie są wady i zalety poszczególnych metod. Dobór odpowiedniej metody łamania...

Hakerzy z kolejnymi sposobami na atakowanie
Atakujący próbują wykraść cenne dane, takie jak szczegóły płatności od organizacji i klientów, ale także dane wizualne uzyskane na przykład z kamer. W tym sektorze odnotowuje się dwa razy więcej pobrań złośliwego oprogramowania z...

Elementy hali stalowej – charakterystyka
Hale stalowe są jednymi z najbardziej popularnych obiektów budownictwa przemysłowego. Z tego też powodu elementy konstrukcyjne hali stalowej są bardzo dobrze poznane i opisane w wielu źródłach literaturowych, co pozwala na optymalne wykorzystanie ich nośności.

Właściwości warstwy wierzchniej wybranych stopów metali po cięciu laserem
Z artykułu dowiesz się: jakie są wady i zalety technologii cięcia laserowego;od czego zależą właściwości materiału po cięciu;jakie badania przeprowadzono. Proces wytwarzan...

Analiza procesu spawania plazmowego – cz. I
Z artykułu dowiesz się: jaki jest wpływ parametrów spawania na jakość złączy;gdzie stosuje się technologię spawania plazmowego PTA;jak zachodzące w łuku plazmowym zjawiska wpływają na proces cięcia.

Szybko rośnie udział odnawialnych źródeł w krajowym miksie energetycznym. Potrzebne przyspieszenie w inwestycjach w sieci przesyłowe
W ubiegłym roku odnawialne źródła energii stanowiły już ponad 40 proc. mocy zainstalowanej w krajowym miksie energetycznym. Odpowiadały za 27 proc. całkowitej produkcji energii. Tym samym Polska pobiła kolejne rekordy, ale w kontekście rozwoju OZE na rodzimym rynku wciąż poz...
Logo na elewacji – zmora Kierownika Budowy i GW
W branży budowlanej, zwłaszcza w przypadku budynków przemysłowych, takich jak hale i obiekty wielkopowierzchniowe oznakowania są tak samo istotne jak pozostałe elementy wyposażenia. Jednak, gdy nadchodzi moment umieszczenia logo na ...


Bezpieczeństwo pracy z laserami czyszczącymi
Na czym polega technologia czyszczenia laserowego i jakie są jej zalety? Co wyróżnia lasery czyszczące spośród innych technologii? Uniwersalność procesu czyszczenia laserowego sprawia, że może być z powodzeniem stosowan...

Czy firmy działające w sektorze OZE zmienią rynek magazynowy?
Przedsiębiorstwa z branży odnawialnych źródeł energii ogłaszają kolejne duże inwestycje na północy kraju. Będą potrzebowały ogromnych powierzchni do składowania elementów farm fotowoltaicznych i wiatrowych. To grupa najemców o bardzo specyficznych potrzebach, co być może skłon...




Kalendarium wydarzeń
Relacje

Seminarium Obróbki Laserowej 22 marca 2024
22 marca 2024, podczas targów STOM, odbyło się Seminarium Obróbki Laserowej, organizowane przez Politechnikę Świętokrzyską. Zapraszamy do zapoznania się z fo...
Sprawdź więcej
Konferencja „Stal, Metale, Nowe Technologie”
20 marca, drugiego dnia targów STOM, odbyła się konferencja „Stal, Metale, Nowe Technologie”, której organizatorem była redakcja portalu dlaprodukcji.pl i dw...
Sprawdź więcej
„Hutnictwo żelaza i stali w Polsce. Wyzwania i szanse dla szarej i zielonej stali”
23 listopada w Centrum Informacji Naukowej i Bibliotece Akademickiej w Katowicach odbyła się konferencja „Hutnictwo żelaza i stali w Polsce. Wyzwania i szans...
Sprawdź więcej
EMO 2023 – Mazak Go Green
Podczas targów EMO 2023, które odbyły się 18-23 września br. w Hanowerze, firma Yamazaki Mazak zaprezentowała swoją wizję zaawansowanych rozwiązań technologi...
Sprawdź więcejKatalog produktów

Dołącz do newslettera!
Co tydzień otrzymasz od nas porządną dawkę wiedzy o branży przemysłowej!





















