Modelowanie numeryczne przewidywania odkształceń sprężystych blach podczas gięcia
Wyniki
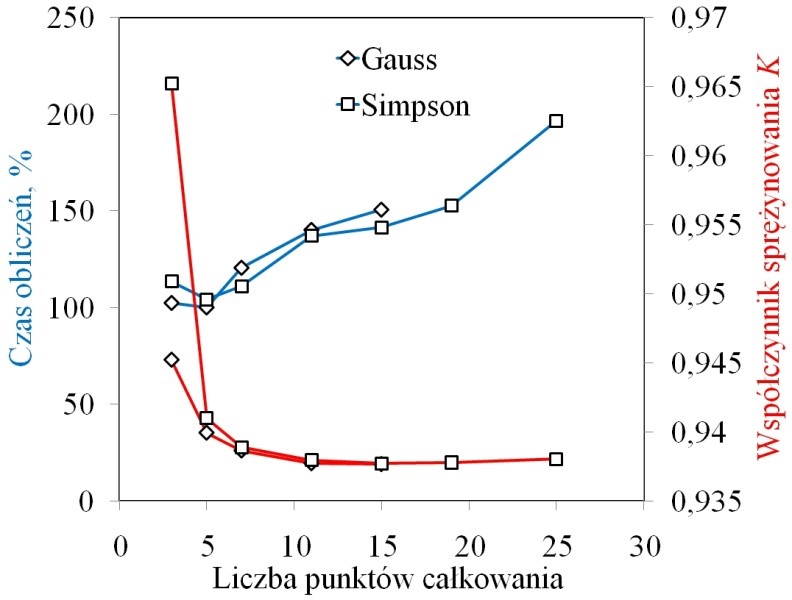
Liczba punktów całkowania jest istotnym parametrem w symulacji sprężynowania blachy z wykorzystaniem elementów powłokowych. Wpływ liczby punktów całkowania na czas obliczeniowy i wartość współczynnika sprężynowania K przedstawiono na rys. 4. Zmiana czasu obliczeniowego jest oceniana dla referencyjnego czasu obliczeń modelu numerycznego blachy z regułą całkowania Gaussa i pięcioma punktami całkowania na grubości. Liczba ta jest zalecana przez wielu autorów podczas analizy odkształceń elementów powłokowych [8].
Zwiększenie liczby punktów całkowania powoduje wydłużenie czasu obliczeń, począwszy od czasu odpowiadającego modelowi uwzględniającemu 5 punktów całkowania. Jednocześnie zwiększenie liczby punktów całkowania wywołuje zmniejszanie się wartości przewidywanego współczynnika sprężynowania K. Po przekroczeniu 11 punktów całkowania wartość K podlega wyraźnej stabilizacji. Można stwierdzić, że po zwiększeniu liczby punktów całkowania do 19 czas obliczeń znacznie się zwiększa, przy czym nie obserwuje się istotnej zmiany wartości współczynnika sprężynowania (rys. 4).
Podsumowując, pięć punktów całkowania to minimalna akceptowalna liczba, biorąc pod uwagę obydwa czynniki: czas obliczeń i dokładność prognozy sprężynowania. Reguła całkowania Gaussa z pięcioma punktami całkowania zapewnia lepsze przewidywanie współczynnika sprężynowania w porównaniu do reguły Simpsona, co jest zgodne z wynikami Burgoyne’a i Crisfielda [9]. W przypadku reguły Gaussa zwiększenie liczby punktów całkowania z 5 do 15 zmniejsza błąd przewidywania współczynnika sprężynowania o 0,24%. Czas obliczeń wzrasta jednak o 40%.
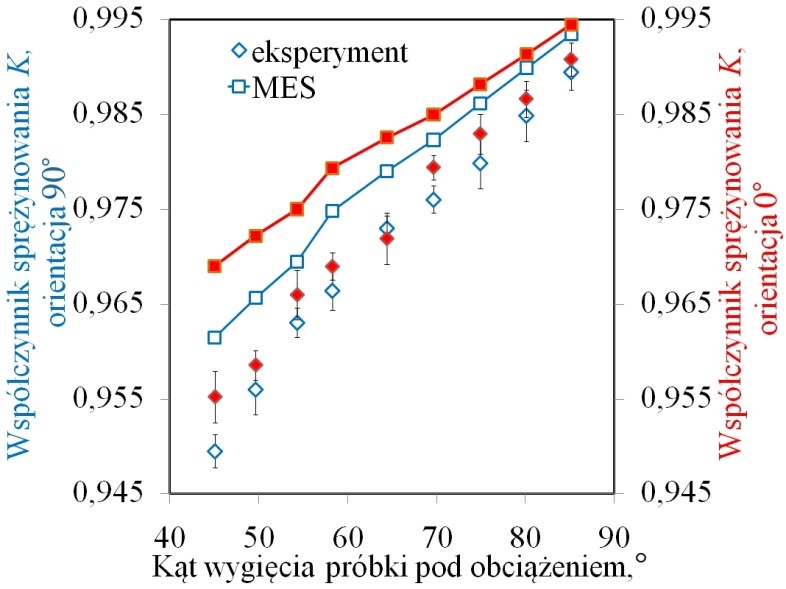
Zmianę wartości współczynnika sprężynowania K w funkcji kąta gięcia pod obciążeniem dla próbek wyciętych wzdłuż kierunku walcowania i poprzecznie do tego kierunku przedstawiono na rys. 5. Próbki wycięte poprzecznie do kierunku walcowania wykazują mniejsze wartości współczynnika sprężynowania. Zależność współczynnika sprężynowania dla obydwu analizowanych orientacji jest prawie liniowa.
We wszystkich przypadkach przewidywana numerycznie wartość współczynnika sprężynowania jest większa od otrzymanej eksperymentalnie. Różnice w wartości K między wynikami eksperymentalnymi i numerycznymi zmniejszają się wraz ze wzrostem kąta gięcia pod obciążeniem γl. Różnica w wartości odkształceń sprężystych dla analizowanych orientacji wynika ze struktury krystalograficznej materiału arkusza blachy. Walcowanie na zimno blach wywołuje kierunkową orientację ziaren w mikrostrukturze.
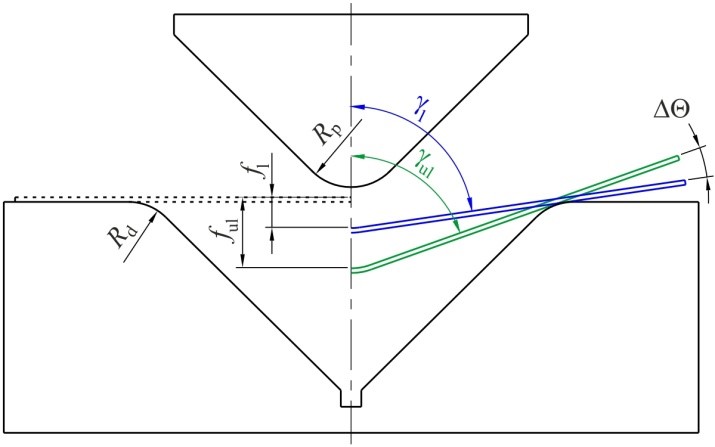
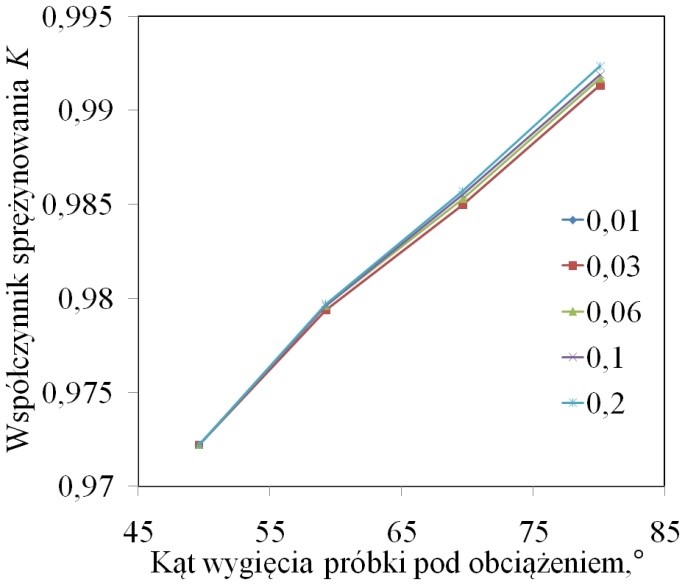
Wpływ współczynnika tarcia na zjawisko sprężynowania badano dla obydwu orientacji próbki oraz czterech kątów gięcia pod obciążeniem, co odpowiada zagłębieniu stempla ƒul: 6, 12, 18 i 24 mm. Wyniki wskazują, że wartość współczynnika tarcia w małej skali wpływa na wartość współczynnika sprężynowania K (rys. 6). Różnica w wartości kąta γl dla wszystkich stosowanych współczynników tarcia nie przekracza 0,4%. Zwiększenie oporów tarcia powoduje nieznaczne zmniejszenie kąta sprężynowania przy odciążeniu γul. Podobne wyniki dotyczą orientacji próbki 90°.
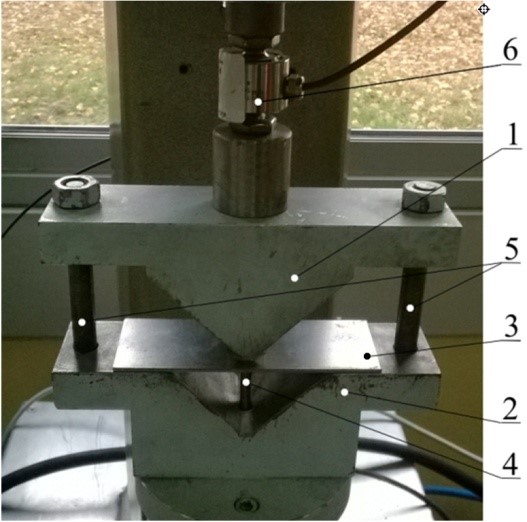
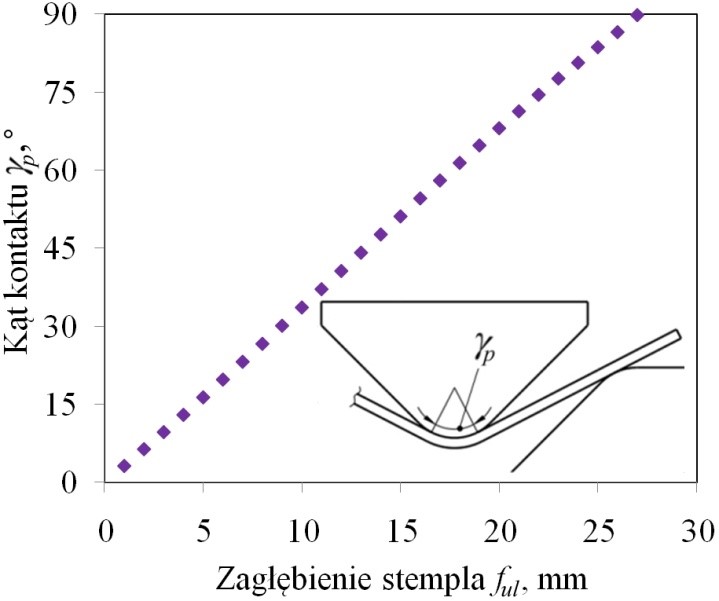
W analizowanym teście gięcia kontakt stempla z próbką jest liniowy w dużym zakresie przemieszczeń stempla. Im większe jest zagłębienie stempla, tym obszar kontaktu stempla z blachą szybciej się powiększa. Analiza geometryczna przedstawiona na rys. 7 pokazuje, że związek pomiędzy kątem kontaktu stempla z blachą γp a zagłębieniem stempla jest liniowy. Opory tarcia są różne na zakrzywionych i płaskich częściach matrycy i stempla, jednakże w modelowym teście gięcia w matrycy o kształcie „V” przyjmuje się zwykle stałą wartość współczynnika tarcia [10].
Współczynnik tarcia jest ważnym czynnikiem w takich procesach formowania blachy, jak głębokie tłoczenie, gdzie występują duże wzajemne przemieszczenia blachy względem powierzchni narzędzi oraz duże zmiany topografii powierzchni wynikające z odkształceń plastycznych blachy. Niewielki wpływ zmian współczynnika tarcia na wartość współczynnika sprężynowania może wynikać z zastosowanych elementów skończonych.
Element powłokowy reprezentuje płaszczyznę środkową arkusza. Gięcie powoduje jednak największe odkształcenie plastyczne w skrajnych włóknach blachy. Ze względu na mały obszar kontaktu między zaokrąglonymi krawędziami narzędzi a blachą wpływ współczynnika tarcia na sposób odkształcania materiału jest mniejszy niż w przypadku elementów przestrzennych. W przypadku obydwu typów elementów ich wymiary powinny być jak najbardziej proporcjonalne.
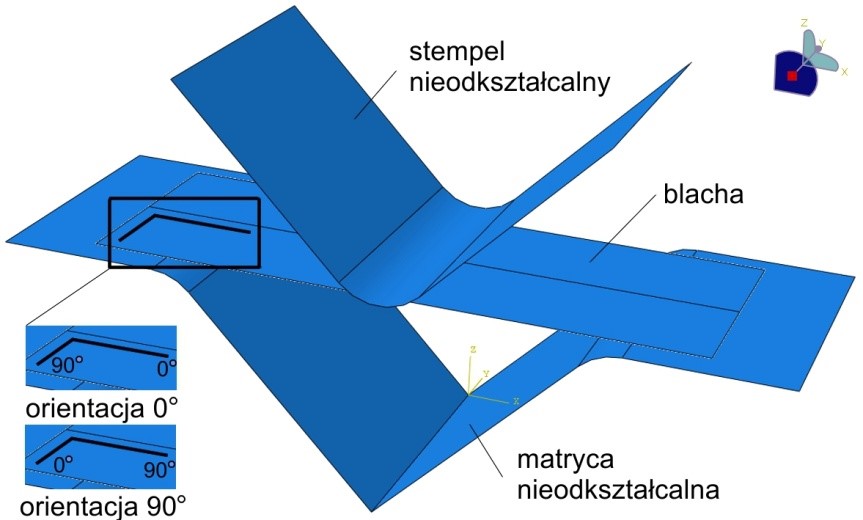
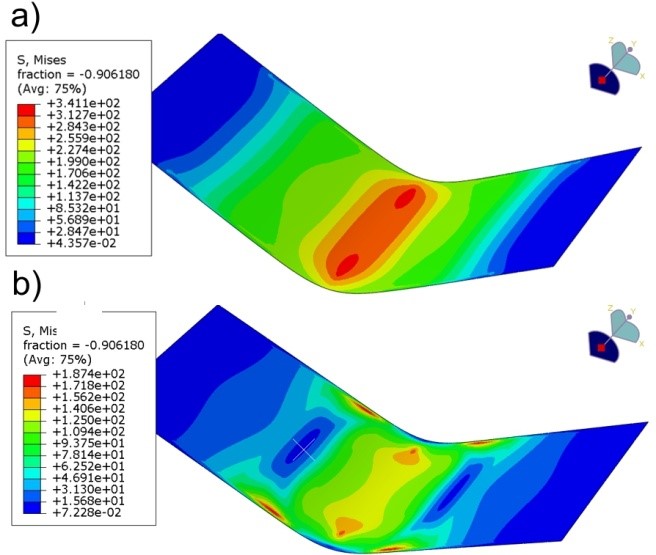
Na intensywność odkształceń sprężystych materiału ma wpływ orientacja próbki względem płaszczyzny symetrii stempla. Orientacja próbki decyduje o charakterze odkształceń sprężysto-plastycznych blachy i rozkładzie naprężeń własnych po odciążeniu próbki (rys. 8-9). Rozkład naprężeń zredukowanych wzdłuż kierunku szerokości arkusza w dolnej części próbki, która wchodzi w kontakt ze stemplem, jest związany z odchyleniem jej profilu. Najmniejsze wartości naprężeń zredukowanych po odciążeniu obserwuje się w pobliżu krawędzi bocznych próbek.



Dołącz do newslettera!
Co tydzień otrzymasz od nas porządną dawkę wiedzy!
- Nie ominą Cię najciekawsze newsy z branży przemysłowej
- Przeczytasz bezpłatnie artykuły z czasopism: „STAL. Metale & Nowe Technologie”, „Utrzymanie Ruchu”, „Nowoczesne Hale”, „Fastener”
- Będziesz wiedział, na jakich wydarzeniach spotka się nasza branża
- Dowiesz się wcześniej o premierach wydawniczych i najlepszych promocjach
- Wyślemy Ci kody, dzięki którym nasze czasopisma i książki kupisz taniej
Mogą zainteresować Cię również






Przemysł maszynowy może zwiększyć produktywność nawet o połowę dzięki innowacjom i sztucznej inteligencji
Producenci maszyn i urządzeń mogą zwiększyć produktywność o 30-50 proc. Ułatwia to sztuczna inteligencja, narzędzia cyfrowe i wdrażanie rozwiązań wspierających gospodarkę obiegu zamkniętego i redukcję odpadów. Tak wynika wynika z najnowszego raportu firmy doradczej Bain &...

Automatyka zabezpieczająca w instalacjach energetycznych
Z artykułu dowiesz się: jak prawo charakteryzuje konieczne elementy bezpieczeństwa instalacji energetycznej,kto ponosi odpowiedzialność za bezpieczeństwo takiej instalacji,z czym wiąże się scalenie urządzeń ciśnieniowych na ...

Nity plastikowe i nity metalowe – które wybrać i dlaczego?
Proces nitowania pozwala na stałe łączenie poszczególnych elementów konstrukcyjnych. Same nity są spoiwem o doskonałym zacisku. Poznaj właściwości nitów plastikowych oraz metalowych, aby wybrać odpowiednie do konkretnego łączenia. D...

Zaskakujący porządek uciskanych stopów
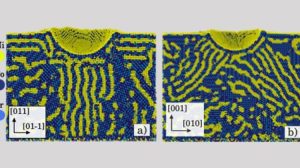
W stopach niklowo-kobaltowo-chromowych atomy niklu układać się mogą pod wpływem nacisku w regularne wzory - pokazały symulacje międzynarodowego zespołu. Do tej pory sądzono, że takie uporządkowania mogą tworzyć się jedynie pod wpływem obróbki termicznej.

Czy cudzoziemcy zapełnią wakaty w branży transportowej?
W obliczu rosnącego niedoboru kierowców, polska branża TSL szuka skutecznych sposobów na przyciągnięcie pracowników. Wyzwaniem staje się znalezienie metod atrakcyjniejszych niż podwyżki płac. Napływ cudzoziemców z Ukrainy i Białorusi nie gwarantuje już wypełnienia luk kadrowyc...

Co trzeci przetwórca tworzyw sztucznych inwestuje w park maszyn i urządzeń
Polskie przedsiębiorstwa przetwarzające tworzywa sztuczne zwiększyły swoją zdolność do konkurowania. Świadczy o tym wzrost sub-indeksu MiU dla tej branży o 6,15 pkt. Jest to efekt m.in. zwiększenia nakładów na modernizację parku maszyn i urządzeń (MiU) oraz automatyzację pro...

Wybrane maszyny i urządzenia stosowane w procesach gięcia
W niniejszym artykule dokonano przeglądu maszyn i urządzeń wykorzystywanych w procesach gięcia rur, profili, drutu oraz sprężyn. Przedstawiono charakterystykę giętarek wybranych producentów dostępnych na rynku polskim. Urządzenia podzielono na: giętarki trzpieniowe, giętarki b...

Metody łamania wiórów w obróbce skrawaniem – cz. II
Z artykułu dowiesz się: jakie są sposoby łamania wiórów;od czego zależy wybór metody łamania;jakie są wady i zalety poszczególnych metod. Dobór odpowiedniej metody łamania...

Hakerzy z kolejnymi sposobami na atakowanie
Atakujący próbują wykraść cenne dane, takie jak szczegóły płatności od organizacji i klientów, ale także dane wizualne uzyskane na przykład z kamer. W tym sektorze odnotowuje się dwa razy więcej pobrań złośliwego oprogramowania z...

Elementy hali stalowej – charakterystyka
Hale stalowe są jednymi z najbardziej popularnych obiektów budownictwa przemysłowego. Z tego też powodu elementy konstrukcyjne hali stalowej są bardzo dobrze poznane i opisane w wielu źródłach literaturowych, co pozwala na optymalne wykorzystanie ich nośności.

Właściwości warstwy wierzchniej wybranych stopów metali po cięciu laserem
Z artykułu dowiesz się: jakie są wady i zalety technologii cięcia laserowego;od czego zależą właściwości materiału po cięciu;jakie badania przeprowadzono. Proces wytwarzan...

Analiza procesu spawania plazmowego – cz. I
Z artykułu dowiesz się: jaki jest wpływ parametrów spawania na jakość złączy;gdzie stosuje się technologię spawania plazmowego PTA;jak zachodzące w łuku plazmowym zjawiska wpływają na proces cięcia.

Szybko rośnie udział odnawialnych źródeł w krajowym miksie energetycznym. Potrzebne przyspieszenie w inwestycjach w sieci przesyłowe
W ubiegłym roku odnawialne źródła energii stanowiły już ponad 40 proc. mocy zainstalowanej w krajowym miksie energetycznym. Odpowiadały za 27 proc. całkowitej produkcji energii. Tym samym Polska pobiła kolejne rekordy, ale w kontekście rozwoju OZE na rodzimym rynku wciąż poz...
Logo na elewacji – zmora Kierownika Budowy i GW
W branży budowlanej, zwłaszcza w przypadku budynków przemysłowych, takich jak hale i obiekty wielkopowierzchniowe oznakowania są tak samo istotne jak pozostałe elementy wyposażenia. Jednak, gdy nadchodzi moment umieszczenia logo na ...


Bezpieczeństwo pracy z laserami czyszczącymi
Na czym polega technologia czyszczenia laserowego i jakie są jej zalety? Co wyróżnia lasery czyszczące spośród innych technologii? Uniwersalność procesu czyszczenia laserowego sprawia, że może być z powodzeniem stosowan...

Spadły ceny produkcji sprzedanej przemysłu. Co z branżą obróbki metali?
Według wstępnych danych w marcu 2024 r. ceny produkcji sprzedanej przemysłu spadły zarówno w stosunku do lutego 2024 r. – o 0,1%, jak i w porównaniu z analogicznym miesiącem poprzedniego roku – o 9,6%.




Kalendarium wydarzeń
Relacje

Seminarium Obróbki Laserowej 22 marca 2024
22 marca 2024, podczas targów STOM, odbyło się Seminarium Obróbki Laserowej, organizowane przez Politechnikę Świętokrzyską. Zapraszamy do zapoznania się z fo...
Sprawdź więcej
Konferencja „Stal, Metale, Nowe Technologie”
20 marca, drugiego dnia targów STOM, odbyła się konferencja „Stal, Metale, Nowe Technologie”, której organizatorem była redakcja portalu dlaprodukcji.pl i dw...
Sprawdź więcej
„Hutnictwo żelaza i stali w Polsce. Wyzwania i szanse dla szarej i zielonej stali”
23 listopada w Centrum Informacji Naukowej i Bibliotece Akademickiej w Katowicach odbyła się konferencja „Hutnictwo żelaza i stali w Polsce. Wyzwania i szans...
Sprawdź więcej
EMO 2023 – Mazak Go Green
Podczas targów EMO 2023, które odbyły się 18-23 września br. w Hanowerze, firma Yamazaki Mazak zaprezentowała swoją wizję zaawansowanych rozwiązań technologi...
Sprawdź więcejKatalog produktów

Dołącz do newslettera!
Co tydzień otrzymasz od nas porządną dawkę wiedzy o branży przemysłowej!





















